Fir d'Produktkenntnisser vun neie Mataarbechter ze verbesseren, huet d'Meiwha Industry Association déi jäerlech Produktkenntnis-Formatiounsaktivitéit 2023 ofgehalen an eng Serie vu Formatiounen fir all Meiwha Produkter gestart.
Als qualifizéiert Meiwha Persoun muss et méi kloer Wëssen iwwer Werkzeughalter, Schneidplacken a Fräsgewënn, Buerer, Buerschleifmaschinnen an aner relevant Produkter sinn. Loosst eis och den Inhalt vun dëser Ausbildung zesummefaassen,


Den CNC-Toolhalter gouf entwéckelt fir all Zorte vu Schnëttinstrumenter sécher ze halen, während se während der Bearbeitung hin an hier beweegt ginn. Mat senger Fäegkeet fir séier Schneidschneider a verschiddene Gréissten ze wiesselen, kann dësen Apparat e groussen Ënnerscheed a punkto Zäitspuerung an Effizienz beim Betrib vu Maschinnen wéi Dréibanken oder Fräsmaschinnen maachen. En sollt verstellbar Ansätz hunn, sou datt d'Betreiber all Kéier genee wëssen, wou hir Schnëtter ufänken an ophalen - wat d'Genauegkeet däitlech erhéicht. De Werkzeuggrëff ass de Verbindungskierper vun der Maschinn an dem Werkzeug. De Werkzeuggrëff ass e Schlësselverbindung, deen d'...Konzentrizitéit an dynamescht Gläichgewiicht. Et däerf net als allgemeng Komponent ugesi ginn.D'Konzentrizitéit kann bestëmmen, ob d'Schnëttquantitéit vun all Schneiddeel ënner der Bedingung vun enger Rotatioun vum Tool gläichméisseg ass; Wann d'Spindel rotéiert, produzéiert den dynameschen Ongläichgewiicht periodesch Schwéngungen.
MeiwhaHalter, üblech benotzt ZortenWe opgedeelt an BT-ER Halter, BT-C staarkHalter,FMB-FMA FräsmaschinnHalter, BT-MTA Mose-Konushülse, BT-SK Schnellspannzangenfutter sk, BT-APU Buerfutter, BT-HM Hydraulesch Expansiounsfutter, BT-SR Schrumpfspannzangen

Fir cAllgemeng benotzt CNC-Fräsinstrumenter, no der Form, deelen an flaachAsätz, ronn NuesAsätz an de BallAsätz
All Instrument huet seng spezifesch Roll, déi spezifesch wéi follegt:
1) flaachAsätzCNC-Bearbeitungszentrum flaachAsätz Asätzgëtt och flaach genanntAsätzoder Endfräs, ronderëm d'Haaptschneidkant, den ënneschten Deel fir d'Nebenschneidkant. Kann fir grob a kloer Wénkel benotzt ginn, d'Säitefläch an d'Horizontalebene fäerdeg maachen. Dacks benotzt sinn ED20, ED19.05 (3/4 Zoll), ED16, ED15.875 (5/8 Zoll), ED12, ED10, ED8, ED6, ED4, ED3, ED2, ED1.5, ED1, ED0.8 an ED0.5. E ass den éischte Buschtaf vun der Endfräs; D steet fir den Duerchmiesser vun der Schneidkant. Ënner normalen Ëmstänn, probéiert en groussen Duerchmiesser ze wielen.Asätzbeim Opmaache déck, a sou kuerz wéi méiglech beim Luede vumAsätz, fir genuch Steifheet ze garantéieren an Federverformungen ze vermeidenAsätzWann Dir e wieltAsätz, ass et néideg de Veraarbechtungsberäich ze kombinéieren, déi kierzt Klingenlängt an d'Längt vum riichte Stéck ze bestëmmen, an dee passendsten ze wielenAsätzan der Firma verfügbar. Wann d'Säitenhängung den Hang genannt gëttAsätz, kënnt Dir den Hang fäerdeg maachen.
2) Ronn NuesAsätzCNC-Bearbeitungszentrum Ronn NuesAsätz, och flaach R genanntAsätz, kann benotzt gi fir rauh, flaach a gebéit Formen opzemaachenAsätz. Am Allgemengen ass de Wénkelradius R0,1 ~ R8. Et gëtt allgemeng Integral- a Bläistëftklingen. Déi ronn NuesAsätzmat Insert Grain gëtt och "fléiend" genanntAsätz", wat haaptsächlech fir grouss Fläch vun der Ëffnung rau an horizontal glat benotzt gëttAsätzDacks benotzt ginn ED30R5, ED25R5, ED16R0.8, ED12R0.8 an ED12R0.4. Souwäit wéi méiglech, groussAsätzsoll fir d'Groufbearbechtung vu Fléien ausgewielt ginnAsätzBei der Veraarbechtung vun déiwer Flächen soll d'Längt vum Tool als éischt fir kuerz Veraarbechtung a méi flaach Flächen installéiert ginn, an dann fir laang Veraarbechtung a méi déiwer Flächen, fir d'Effizienz ze verbesseren an net ze schneiden.
3) De BallAsätzCNC-Bearbeitungszentrum vun der KugelAsätzgëtt och R genanntAsätz, haaptsächlech fir gekrëmmt Uewerflächen am Liicht benotztAsätza LiichtAsätzDacks benotzt Kugelmesser sinn BD16R8, BD12R6, BD10R5, BD8R4, BD6R3, BD5R2.5 (dacks fir d'Veraarbechtung vu Läifer benotzt), BD4R2, BD3R1.5, BD2R1, BD1.5R0.75 an BD1R0.5. B ass den éischte Buschtaf vun der Kugelmill. Ënner normalen Ëmstänn, andeems de Radius vum bannenzege Krees vun der veraarbechter Figur gemooss gëtt, fir ze bestëmmen, wéi en Tool fir d'Veraarbechtung benotzt gëtt, sou wäit wéi méiglech e grousst ... ze wielen.Asätz, AsätzReparaturAsätzVeraarbechtung

eent E Fräsapparat ass e Rotatiounsschneider mat engem oder méi Zänn fir ze fräsen.Beim Schaffen schneit all Fräszänn hannereneen intermittent de Rand vum Werkstéck of. D'Fräsmaschinn gëtt haaptsächlech bei der Veraarbechtung vu Plang, Stuf, Nut, Formflächen a Schnëttaufgaben a Fräsmaschinne benotzt.-Stéck.
Fräsmaschinn ass opgedeelt a flaach Ennfräsmaschinn, Kugel Ennfräsmaschinn, Ronn Nuesfräsmaschinn, Aluminiumfräsmaschinn

4.Hähne
Tippen asseent Tool fir d'Veraarbechtung vu verschiddene mëttleren a klengen internen Gewënn. Et ass einfach an der Struktur an einfach ze benotzen. Et kann manuell bedriwwe ginn a kann och op Maschinnen veraarbecht ginn.
Wat ass Tippen

Gewëndung ass d'Benotzung vu Gewëndgäng fir intern Gewënn am Lach vum Aarbechtsstéck ze schneiden.-Stéck.
D'Kräben deelen sech anRiichtSpiralen Tap,Flüttgewënn, Spëtzgewënn an Extrusiounsgewënn

5.Buer
Den E Buer ass e Schnëttinstrument an engem Buer, dat benotzt gëtt fir Material ze entfernen fir e Lach ze bilden an huet bal ëmmer e kreesfërmegen Querschnitt.Buerbits gëtt et a verschiddene Gréissten a Formen a kënnen ënnerschiddlech Zorte vu Lächer a ville verschiddene Materialien bilden. Fir e Lach ze stänzen, gëtt de Buerbit normalerweis un de Buerbit befestegt, deen normalerweis gedréit gëtt fir Kraaft ze liwweren fir d'Wierkstéck ze schneiden. De Buerbit hält den ieweschten Enn vum Buerbit, deen de Schaft am Spannfutter genannt gëtt, fest.
Jee no de verschiddene Materialien vum Werkstéck kënne mir Buer an HSS-Buer, Legierungsbuer, Spiralbuer an Hartmetallbuer opdeelen.

Eent vise ass eng universell Befestigung, déi benotzt gëtt fir en Werkstéck ze halen.Den Apparat ass op der Aarbechtsbank fir d'Wierkstéck ze spannen an ze stabiliséieren. Et ass e néidegt Instrument fir de Monteur. De rotéierende Scheifklemmkierper kann gedréit ginn fir d'Wierkstéck an déi entspriechend Aarbechtspositioun ze dréien.
Mir hunn eng hydraulesch Schraufstock mat héijer Leeschtung, eng kompakt Schraufstock MC an eng gewénkelfërmeg Schraufstock.

Fir Bearbeitungsbetreiber, wann d'Tool beim Gebrauch ofgenotzt gëtt, kann et benotzt ginn fir d'Tool ze schleifen, sou datt d'Klingen weider benotzt ka ginn fir d'Genauegkeetsufuerderunge vum Werkstéck ze erfëllen.
Mir hunn Mill Sharpener, Tap Sharpener, Bohrer Sharpener dräi Zorte vu Grindermaschinn
Fräsen, Gewënngehäuse an d'Buerbits kënne geschliffen ginn

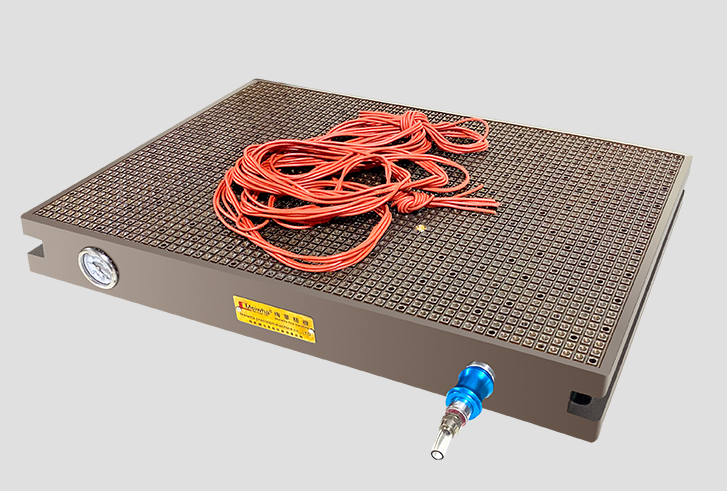
7.Sauger
D'Werkstéck gëtt op der Uewerfläch vun der Scheif adsorbéiert fir ze fixéieren, an d'Maschinn schneidt,
Mir hunn integréiert CNC Vakuumsauger, CNC mächteg permanent Magnetsauger, CNC elektropermanent magnetesch Spannfutter, dräi Zorte vu Saug
Zäitpunkt vun der Verëffentlechung: 24. Februar 2023




